佛山市南海区罗村齐昌塑料机械厂
联系人:陈小姐
电话:0757-86481545 / 86419811
手机:13827794801
邮箱:fsqichang@163.com
fsqichang2@163.com
传真:0757-86483340 / 81263850
网址:www.cnqichang.com
地址:佛山市南海区罗村镇联和工业东区13路3号
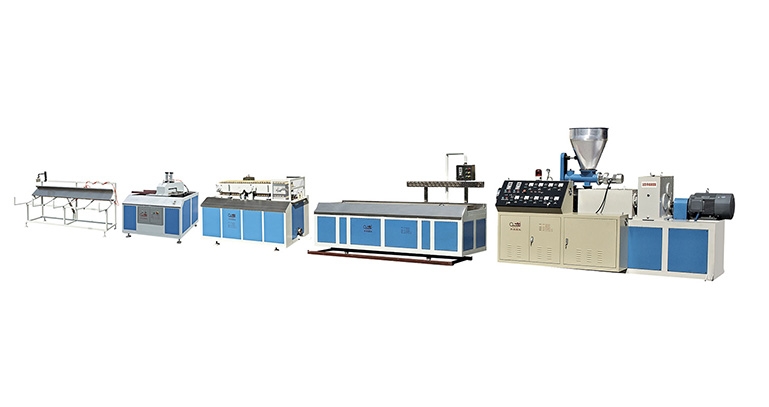
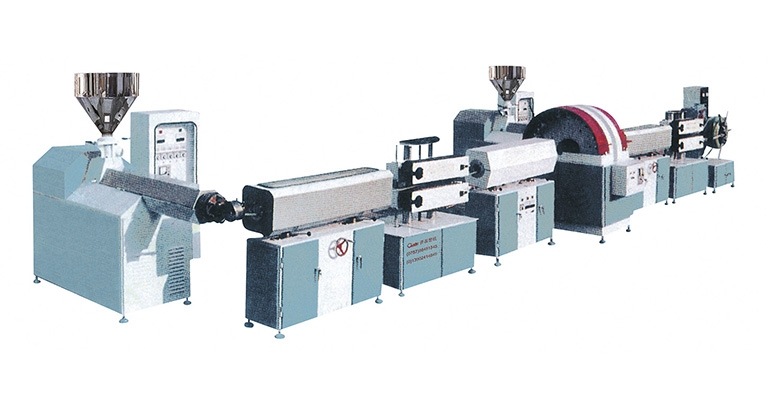
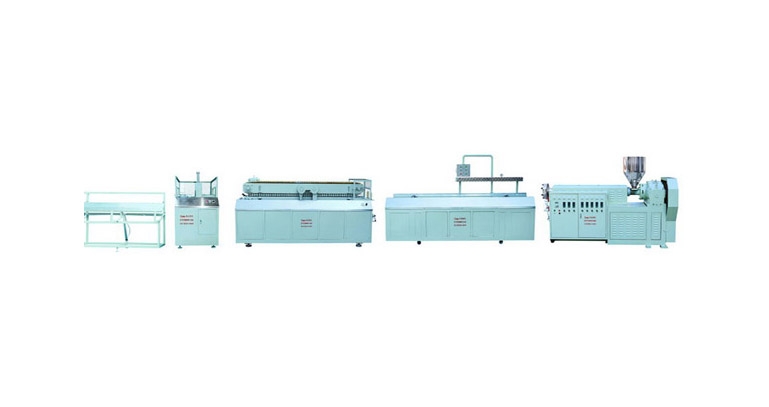
挤出机需要根据工艺配方把LLDPE树脂和一些助剂(阻燃剂等)进行计量并进行预混合;之后再将各种原料和助剂计量后加入到高速混合机中(温度控制在90℃);将物料加入到挤出机进行造粒生产,然后再次使用挤出机进行挤塑成型管材工作。
其中原料预混合时,塑料挤出机厂家为了提高阻燃剂和树脂的混合质量和阻燃性能,在阻燃剂中加入一些偶联剂和分散剂,加入量为阻燃剂的1.5%左右。
生产线中采用的挤出机用于造粒生产的设备我们建议采用等距深度为渐变型螺杆的挤出机,工作温度控制在150~180℃范围内。用于挤塑成型管材的挤出机我们建议采用单螺杆通用型挤出机么螺杆为等距不等深渐变型,长径比20:1,压缩比为2.5。成型模具结构与聚乙烯通用管成型用模具结构相同。
成型工艺温度建议参考数据有:挤出机机筒加料段110~130℃,塑化段140~160℃,均化段160~180℃,成型模具160~170℃。